A non-return valve (NRV), is a mechanical device that permits fluid—liquid or gas—to flow in only one direction. By doing this it thereby prevents backflow. This unidirectional flow is crucial in various systems to maintain operational efficiency and prevent potential damage or contamination.
How A Non-Return Valve Works
Non-return valves, commonly known as a check valve, operate automatically without the need for manual intervention or external control. When fluid flows in the desired direction, it pushes the valve open, allowing passage. If the flow reverses, the valve closes, typically due to gravity, back pressure, or a spring mechanism, effectively blocking the reverse flow.
Maintenance Considerations
A high-quality NRV typically lasts 10-15 years in standard applications, with reduced lifespan in high-temperature or high-pressure environments. Regular maintenance of non-return valves is essential to ensure proper functionality. This includes periodic inspections for wear, debris removal, and testing to confirm correct operation.
Proper installation is also crucial. For instance, it’s recommended to install the valve at a distance of 5 times the pipe diameter from pumps or fittings to avoid turbulence. 50-70% of NRV failures are due to debris accumulation or improper installation.
Types of Non-Return Valves
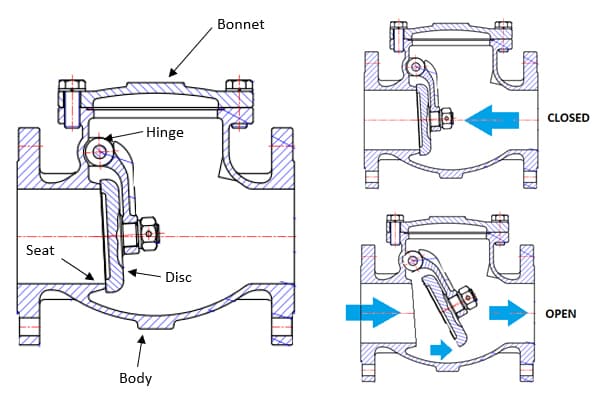
Swing Check Valve Picture Courtesy of Zetco
There are several types of non-return valves, each suited to specific applications:
Swing Check Valve: Features a hinged disc that swings open with forward flow and closes when flow reverses. Commonly used in water and wastewater systems.
Lift Check Valve: Contains a disc or piston that lifts to allow flow and reseats to block reverse flow. Suitable for high-pressure applications.
Ball Check Valve: Utilizes a spherical ball that moves to open with forward flow and seals against a seat to prevent backflow. Often used in low-pressure systems.
Diaphragm Check Valve: Employs a flexible diaphragm that flexes open with forward flow and seals closed to prevent reverse flow. Ideal for systems handling corrosive fluids.
Wafer Check Valve: Designed for compact spaces, these valves are lightweight and fit between flanges. Common in HVAC and industrial processes.
Applications of Non-Return Valves
Non-return valves are integral in various industries:
Steam Systems : Prevent backflow of steam in piping networks, ensuring operational safety and system efficiency.
Water and Wastewater Systems: Prevent backflow, ensuring clean water supply and protecting equipment.
Oil and Gas Industry: Ensure unidirectional flow of hydrocarbons, preventing leaks and equipment damage.
Pumping Systems: Maintain pump efficiency by preventing reverse flow when pumps are off.
Chemical Processing: Protect against contamination by ensuring chemicals flow in the intended direction.
Non-Return Valves in Boiler Systems
In industrial and commercial boiler systems, non-return valves play a critical role in maintaining operational safety and efficiency. They prevent backflow of steam or water, which can cause equipment damage or operational hazards. Specifically, non-return valves:
Prevent Backflow into Idle Boilers: In multi-boiler systems, they stop steam from flowing into boilers that are offline, protecting equipment and ensuring safety.
Assist in Boiler Isolation: During maintenance or blowdown procedures, non-return valves help isolate the boiler, preventing unwanted flow and facilitating safe operations.
Protect Against Pressure Surges: By allowing flow in only one direction, they mitigate the risk of pressure surges. Pressure surges can occur due to sudden changes in steam demand or boiler trips.