
PACKAGE BOILERS
FROM THE STEAM EXPERTS

WHY RASMUSSEN MECHANICAL?
Whether its unplanned downtime or planned maintenance, we know it expensive when your boiler goes offline. Our package units are built by our experienced boiler teams and ship anywhere in the continental United States. Package boilers can be delivered and installed as a complete assembly. We outfit our rentals with state-of-the-art controls and all of our boiler systems meet ASME guidelines. Whether you’re looking for a temporary rental boiler or a permanent boiler system our team can help. Installation services are available, including setup, start-up, and ongoing support to ensure seamless integration and optimal performance.
24/7 Number: 1-800-237-3141
Email: sales@rasmech.com
Office Locations: Denver CO, Omaha, NE, Sioux City, IA, Sturgis, SD, Gibbon, NE, Council Bluffs, IA
Office Hours – Monday – Friday: 7:00am – 4:00pm

WHAT IS A PACKAGE BOILER?
A package boiler is a pre-engineered boiler that comes as a complete unit. Package boilers are factory made boilers, built and assembled in-house to ensure quality and consistency. Also commonly referred to as a mobile boiler room, these are truly a “boiler room in a box”. This includes the burner, boiler, controls, water treatment chemicals and auxiliary equipment. They are built, maintained and test fired by our team before they go out the door. These boilers are custom engineered for each project and built to high quality standards. Our goal is to have all our package boilers be durabile, efficient, and low maintenance. Package boilers are designed to be ready-to-use, requiring only basic connections for fuel, water, and electricity during installation.
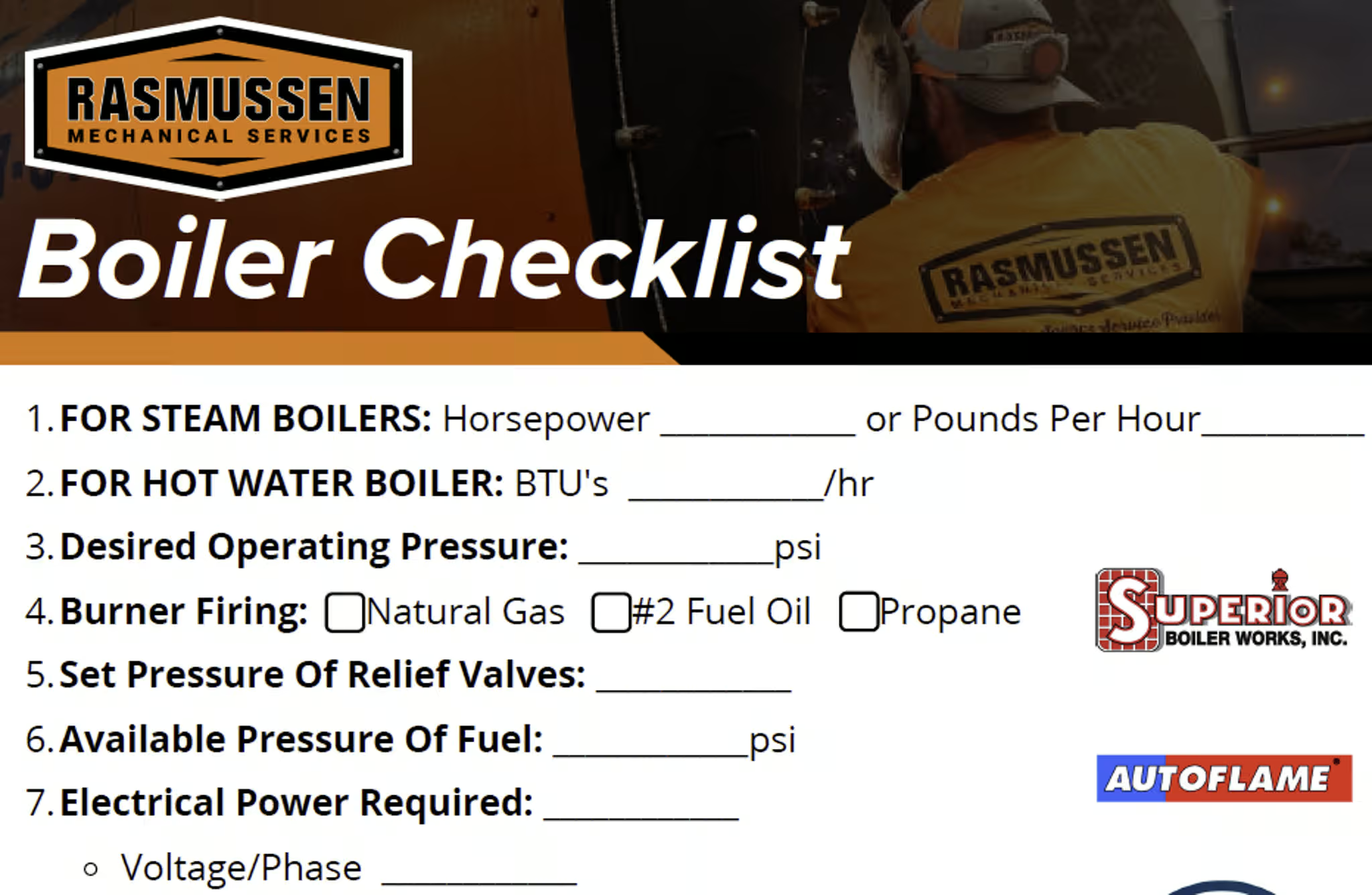
OUR PACKAGE BOILER CHECKLIST
To ensure we provide customers with the right boiler, we created a boiler checklist that helps identify key operating information. This includes details on the boiler size, desired operating pressure, as well as burner fuel type. Package boilers are available in a range of capacities, often specified in lb/hr, to match different operational demands. Additionally, we assess factors like set pressure of relief valves, NOx requirements and electrical power available to match the boiler to the customer’s needs. Other critical considerations include connection points for steam outlet and city water lines. Finally accounting for the overall dimensions of the unit to confirm that the package boiler will fit within the designated space. Gathering these details allows us to set our customers up for success. Our boilers have been successfully installed in a wide range of industries, demonstrating proven performance and reliability. Industrial steam boilers are available for both purchase and rental.

INDUSTRIAL APPLICATIONS OF PACKAGE BOILERS
Package boilers are commonly installed in plant environments and are suitable for a variety of industrial applications. Industries such as food processing, manufacturing, chemical processing, pharmaceuticals, textiles, and pulp and paper frequently use package boilers. These units are most commonly used to maintain consistent production during maintenance, upgrades, or unexpected shutdowns.
In food processing, rental boilers ensure uninterrupted steam for cooking, sterilization, and packaging. In chemical manufacturing, they supply the heat needed for reactions and drying processes. Textile manufacturers rely on boilers for dyeing and finishing, which demand consistent steam. Package boilers are designed with a compact footprint, making them ideal for areas with limited space.

SELECTION CRITERIA FOR CHOOSING A PACKAGE BOILER
When selecting a package boiler, consider the following factors to ensure it meets operational needs:
Capacity Requirements: Choose a boiler that matches the facility’s demand for steam or hot water.
Fuel Type: Some facilities have specific fuel needs, so make sure the unit aligns with available resources. Emissions control is an important consideration, and modern package boilers are designed to minimize emissions while maintaining optimal temperature and efficiency.
Space Constraints: Consider the space available for installation and maintenance.

WATER TUBE PACKAGE BOILERS
Package boilers come in several types. Water tube package boilers stand out for their ability to operate on multiple fuel sources such as natural gas, oil, propane, methane, and even tallow. D-type and O-type boilers are especially popular. D-type boilers are known for their robust construction and versatility, making them suitable for a broad range of industrial applications. O-type boilers, on the other hand, are favored for their compact footprint and are often selected for installations where space is at a premium. These units are equipped with advanced control systems and burner management technology for consistent emissions control.

INDUSTRIAL PACKAGE BOILER FAQ
IS MAINTENANCE IMPORTANT WITH THESE BOILER SYSTEMS?
Routine maintenance is essential for keeping water tube and fire tube boilers operating. Regular inspections help identify potential issues before they escalate, ensuring that your firetube or watertube boilers deliver reliable performance. By scheduling preventive maintenance, facilities can extend the lifespan of their boiler systems, reduce the risk of unexpected breakdowns, and maintain high efficiency throughout the equipment’s service life. Investing in professional maintenance services ensures your packaged watertube boilers remain compliant with industry standards and continue to meet the demanding needs of industrial applications. Key maintenance tasks can include cleaning heat transfer surfaces, checking for leaks, monitoring water chemistry, calibrating control systems, and verifying the operation of safety devices.

DO THESE BOILER SYSTEMS MEET ENVIRONMENTAL STANDARDS?
Our package boilers are designed with energy efficiency and low emissions in mind. By utilizing advanced combustion technology and emissions controls, these units help facilities reduce their carbon footprint while meeting stringent EPA and local environmental standards. Selective catalytic reduction is used in some package boilers to further reduce nitrogen oxide emissions. Many of our boilers come equipped with low-NOx burners allowing businesses to pursue cleaner energy solutions. This adaptability not only helps meet regulatory requirements but also promotes sustainable business practices.
CAN PACKAGE BOILERS RUN ON DIFFERENT FUEL TYPES?
Package boilers can be configured to operate on natural gas, propane, diesel, or dual-fuel systems depending on availability and site requirements. Fuel flexibility helps ensure continuous operation during supply interruptions.
CAN A PACKAGE BOILER BE USED AS A BACKUP SYSTEM?
Absolutely. Many facilities use package boilers as redundant or standby systems to ensure uninterrupted steam production during peak demand or maintenance periods.