 What Is A Boiler Economizer?
What Is A Boiler Economizer?
A boiler economizer or flue gas heat recovery unit is a heat exchanger that is installed on the stack of a boiler. It is designed to recover heat that would otherwise be wasted. Economizers can be installed during a new boiler installation or retrofit on an existing system.
Typically, the economizer is sized for a specific boiler application, so one size does not fit all here. Further, how that unit is sized can impact your system performance significantly. So, not all economizers are created equal. Get a predicted performance for a new economizer based on your boiler’s real world flue temperatures. Then compare economizers on the basis of the manufacturers guaranteed duty or guaranteed stack temperature. A lower stack temperature means more heat was recovered. Lower stack temp and higher duty are better. Keep in mind, every 40 degrees Fahrenheit (4.44 °C) you can lower the stack temperature saves approximately 1% on fuel.
Economizers recover thermal energy that would normally be lost in stack exhaust. In order to utilize this wasted heat effectively in an economizer, there must be a fluid that can effectively use that amount of heat. The fluid using the heat must also be at a lower temperature than the flue gas. For most steam boilers, that fluid is boiler feedwater.
How Do Boiler Economizers Work?
High pressure steam boiler stack temperatures often range from 400 degrees F to 650 degrees F. That high temperature exhaust is wasting energy. That is where boiler economizers come in to reduce that heat loss. Remember, we need a fluid that can use the heat AND is at a lower temperature than the flue gas.
Dry Economizer
Feedwater leaving a deaerator at 225 may be 100 F cooler than the boiling temperature in the boiler, so feedwater can absorb the heat. Also, the 400-600 F hot flue gas can easily heat feedwater leaving a Deaerator at 225 F because of the large temperature difference. This application is sometimes referred to as a dry economizer because the products of combustion are not condensed. Typically, these units have lower the exhaust temperature to 275-350F, depending on the application and fuel being used.
Condensing Economizer
Domestic cold water, soft water, or permeate (after a reverse osmosis treatment) are often at or near groundwater temperatures of 50-70F. A boiler feed tank is heated to 190 F. A deaerator is typically 225-230F. Washdown water is typically 140F. Domestic hot water is typically 120F. All of these applications require a significant amount of heat be added, so this water can use the heat.
That’s right, a boiler economizer can heat washdown water very efficiently. Further, this cold water is well below the flue gas temperatures, even after a dry economizer. However, here’s the catch. Flue gas from a natural gas boiler running with 15% excess air (typical) will start to condense moisture below about 130-140 degrees Fahrenheit. So, just like a glass of iced tea on a summer day, the economizer will ‘sweat’. However, because that flue gas contains CO2, that sweat is ACID and will destroy carbon steel. To address this issue, condensing economizers are made from stainless steel and designed to handle the condensate formed from the flue gas. This makes a condensing economizer very different from a dry economizer. Why mess with the stainless condensing economizer? Because condensing the moisture in the flue gas recovers a LOT more energy from the latent heat in this moisture.
Summary
Economizers lower the consumption of fuel for a given steam demand. They also reduce thermal stress in the boiler and add heat transfer surface area to the boiler system.
“By recovering waste heat, an economizer can often reduce fuel requirements by 5% to 10% and pay for itself in less than 2 years.” – US Department of Energy
Real World Example
Let’s take a closer look at the numbers. Consider the following savings rate for a 1200HP firetube boiler with the following conditions:
Operating 8,000 hours per year
100% firing rate
100% makeup water.
8,000 hrs. X 16.00 dollars/hr. $128,000 in annual savings and $640,000 over a 5-year period
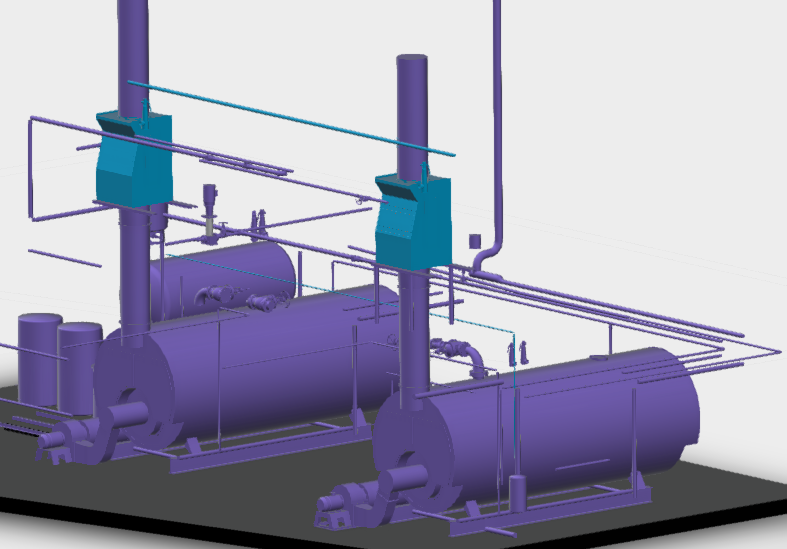
Real World Economizer Installation

1. The stack is lifted off the boiler

2. The facility is rigged to place economizer over boiler.

3. Economizer is lifted.
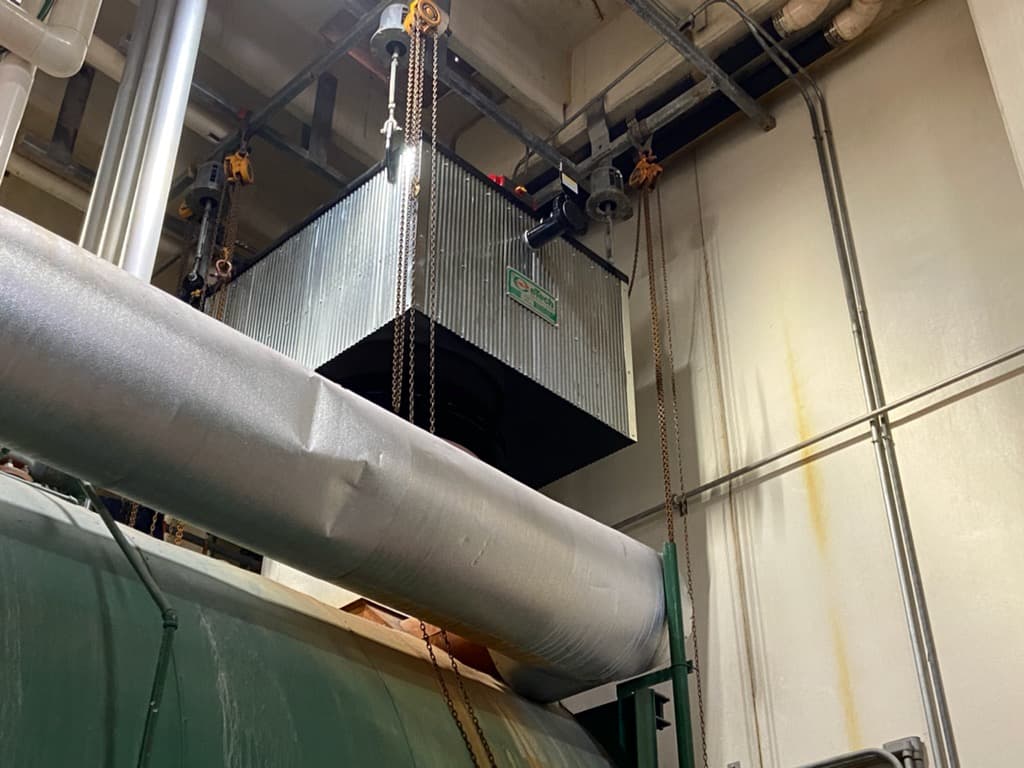
4. Economizer is installed on boiler and stack is reattached.
Important Features Of A Boiler Economizer
It is important that condensate is not allowed to drip back down the stack to the boiler. Instead, condensate should be captured, separated and safely drained. This is a reason why condensing economizers should be built with corrosion resistant materials to prevent damage from condensate.
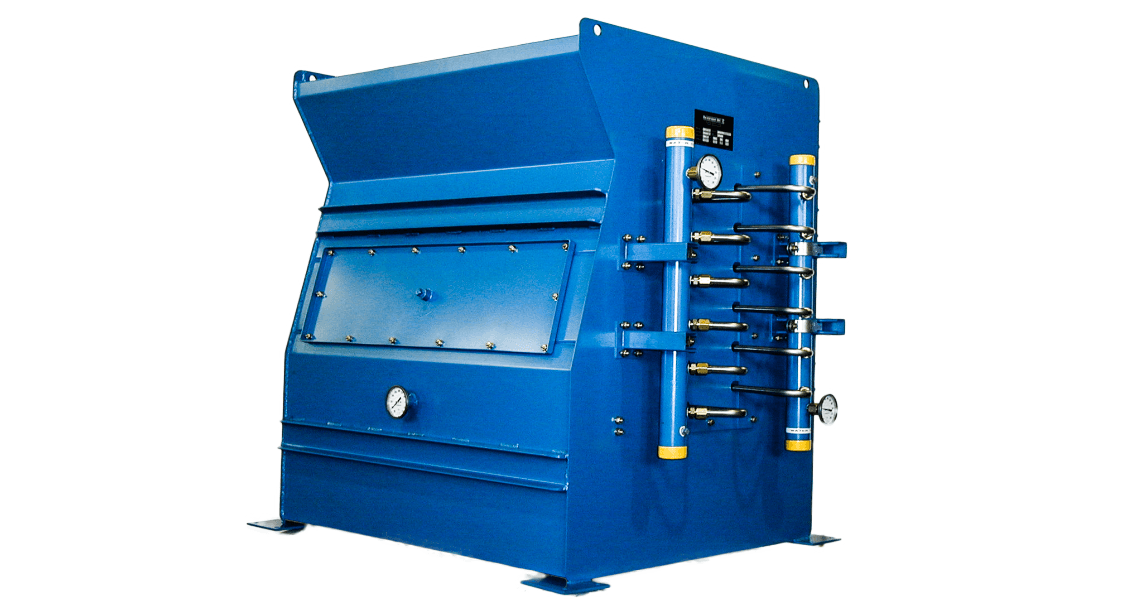
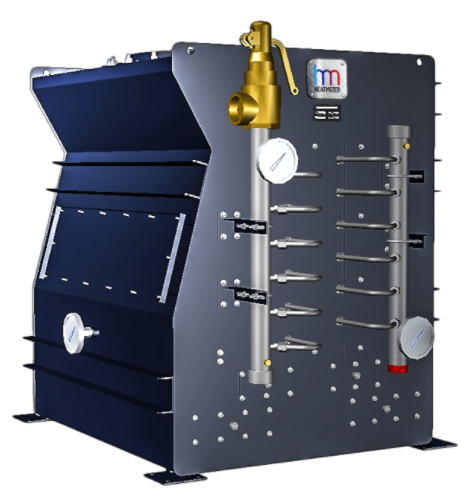
A compact design is also important to prevent clutter above the boiler. Easily accessible and repairable, preferably with removable heat exchanger elements, is essential for easy maintenance. Finally, it is good to have flue gas and water inlet/outlet temperature indicators. This allows for easy performance tracking and troubleshooting.
Need Boiler Economizer Help?
Learn more about how a Heatmizer economizer transfers waste heat from boiler exhaust gases and uses that energy to preheat the boiler feedwater. The overall effect is a decrease in fuel energy consumption for a given steam demand so you see maximum annual savings.
