Condensate return systems are an often-overlooked part of a boiler system that allow you to recover valuable BTUs within your system. The sole purpose of a condensate return system is to collect condensate from different points in the system and return it to the boiler to save energy.
Why Worry About Condensate Returns?
Using a condensate return system in tandem with boiler make-up and boiler feedwater improves efficiency and reduces costs in the following ways:
Condensate has gone through the boiler’s chemical treatment process. Returning condensate to the boiler’s deaerator or feedwater reduces the total amount of dissolved solids (TDS) is the system. Possibly resulting in less chemical treatment and can reduce blowdown loss.
When condensate is returned to the boiler deaerator or feedwater system, its temperature ranges from 130ºF to 220ºF depending how long the return system is and other factors. This return temperature is far greater than average feedwater and makeup water temperatures (50ºF to 60ºF). As a condensate return system can significantly reduce the amount of money it takes to make steam.
Another benefits of a condensate return system is it can reduce the amount of make-up water needed in your boiler. Helping to reduce your water usage and improve savings.
How To Improve Your Condensate Return Systems
Steam Traps Surveys
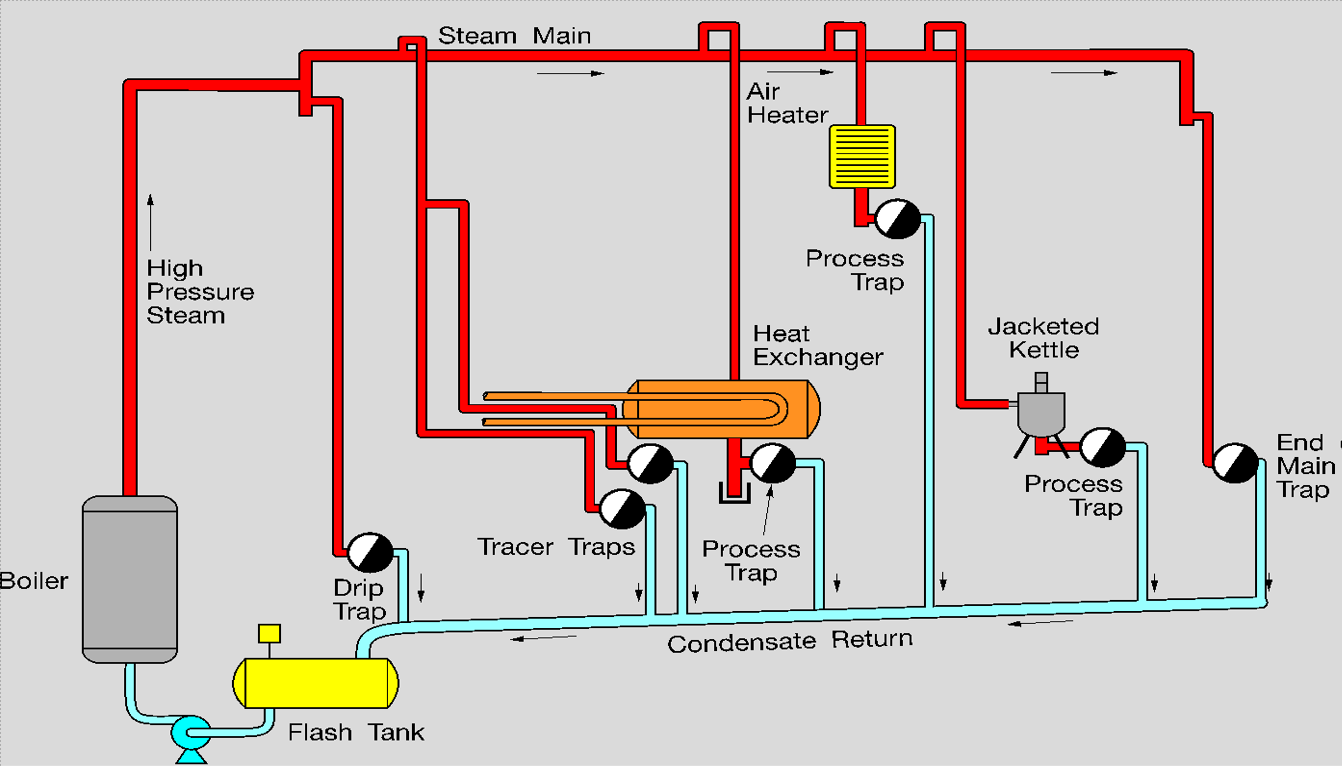
Condensate is discharged from equipment through steam traps. A steam trap simply allows condensate (condensed steam aka water) to pass while holding back (or trapping) steam. This ensures the steam that has yet to give up its energy stays in the system while the condensate gets removed.
As you can imagine, a malfunctioning or incorrectly sized steam trap can wreak havoc on your condensate return system. A steam trap that has gone bad may stick open or closed. As one of the few moving parts in your steam system, it is important to perform regular steam trap surveys. By ensuring steam traps are sized appropriately and operating correctly you can keep your condensate return system operating efficiently. A failing steam trap can result in water-hammer (loud clanks). Excessive water hammering will result in broken pipes, hangers, valves, and additional pipe fittings.
Note: High pressure traps should be tested quarterly.
Capture Flash Steam
After the condensate passes through a steam trap, a pressure change occurs. This causes some of the condensate to turn into flash steam. This It is another area where many companies can be losing money. If this flash steam is vented to the atmosphere, you are losing the valuable BTUs it contains. Instead, collect the steam in a flash vessel and use it for heating somewhere in the system. Be sure to also recover any condensate created when the flash steam gives up its energy and use it as well.
Spot Leaks and Corrosion
Condensate piping has to deal with a higher concentration of carbonic acid than the rest of the system. This is due to CO2 more easily dissolving in the cooling condensate. This can lead to steel corrosion which can eventually lead to leaks. Monitor your system for leaks and fix any that are found immediately to ensure savings isn’t sneaking out of your pipes.
Insulate Your Piping
According to the US Department of Energy: “Insulation can typically reduce energy losses by 90% and help ensure proper steam pressure on plant equipment. Any surface over 120 °F should be insulated, including boiler surfaces, steam and condensate return piping, and fittings.”
The better you are able to help condensate retain its heat, the more efficient your system will be. That is why insulation is no-brainer. It allows that condensate to maintain its heat for longer which results in less work for the boiler and ultimately saves you money.
Go through your entire system and make sure all piping is insulated. Fix any uninsulated areas to ensure you’re not losing massive amounts of heat as the condensate returns.
Contaminated Returns
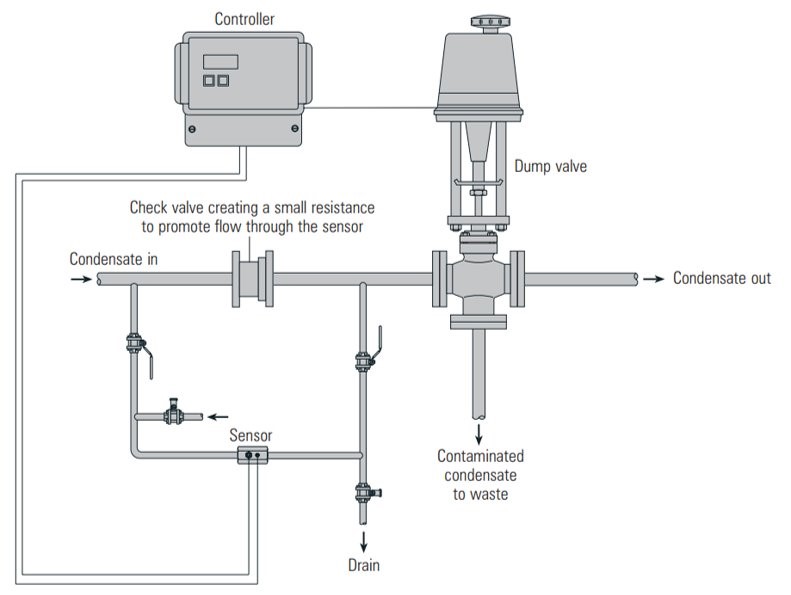
In some instances, there may be a risk of contamination if condensate is returned to the boiler. If contaminated with corrosive liquids for example, it is unsuitable for boiler feedwater. This is because of the dangers of foaming, scaling, and corrosion.
Condensate contamination detection equipment can detect changes in conductivity in the condensate. When a change from the desired conductivity occurs, the sensors recognize that the condensate is contaminated. A controller then signals a dump valve to open. This allows condensate to flow to the drain or an economizer, instead of back to the boiler.
US Department Of Energy’s Example
Consider a steam system that returns an additional 10,000 pounds per hour (lb/ hr) of condensate at 180 °F after distribution modifications. Assume this system operates 8,000 hours annually with an average boiler efficiency of 80%, and makeup water temperature of 55 °F. The water and sewage costs for the plant are $0.002 per gallon ($/gal), and the water treatment cost is $0.002/gal. The fuel cost is $8.00 per million Btu ($8.00/MMBtu). Assuming a 12% flash steam loss, * calculate overall savings.
Annual Water, Sewage, & Chemicals Savings
= (1 – Flash Steam Fraction) x (Condensate Load, lb/hr) x Annual Operating Hours x (Total Water Costs, $/gal)/ (Water Density, lb/gal)
= (1 – 0.12) x 10,000 x 8,000 x $0.004 / 8.34
Annual Water, Sewage, & Chemicals Savings = $33,760
Annual Fuel Savings
= (1 – Flash Steam Fraction) x (Condensate Load, lb/hr) x Annual Operating Hours x (Makeup Water Temperature Rise, °F) x (Fuel Cost, $/MMBtu) x (Heat Capacity of Makeup Water, Btu/lb-°F)/ (Boiler Efficiency x 106 Btu/MMBtu)
= (1 – 0.12) x 10,000 x 8,000 x (180 – 55) x $8.00 x 1 / (0.80 x 106)
Annual Fuel Savings = $88,000
Total Annual Savings Due to Return of an Additional 10,000 lb/hr of Condensate
= $33,760 + $88,000
Total Annual Savings= $121,760
See the US Department Of Energy Tips Sheet Here
Condensate Pumps
Condensate pumps are essential components in HVAC systems, typically boasting a lifespan of 20 to 30 years with proper maintenance. To maximize their longevity, it’s important to implement regular cleaning. You also need to utilize algae tabs in the reservoir and disconnect the pump immediately if it runs continuously. These proactive measures not only enhance the pump’s performance but also contribute to the overall efficiency and safety of your HVAC system. Understanding the function and significance of condensate pumps is vital for any homeowner. Routine inspections and maintenance by a qualified HVAC technician can help identify potential issues before they escalate, safeguarding your home from damage. Its crucial to contact a professional if you notice any irregularities with your condensate pump. This will ensure seamless operation and avoid costly repairs down the line. Prioritizing these practices can help you achieve optimal performance. They will also extend the lifespan of your condensate pump. By doing that, it will keep your HVAC system running smoothly for years to come.
We Can Help!
Talk to the condensate return systems experts. Whether you are working with a vented-to-atmosphere or a pressurized condensate recovery system we can help. Call us at 1-800-237-314 or simply contact us online.